1. Les problèmes d’atelier : ce que tout le monde a déjà vécu
En usinage de pièces aluminium monobloc, nervurées ou à parois minces, les symptômes sont récurrents :
- Une pièce conforme en machine, puis voilée après débridage
- Des reprises de finition inefficaces ou aléatoires
- Une dispersion importante entre pièces pourtant issues de la même gamme
- Des opérateurs qui constatent que « ça a travaillé », sans pouvoir identifier précisément quand ni pourquoi
- Une impression persistante que le process manque de stabilité, malgré des paramètres maîtrisés
Dans la pratique, les causes invoquées sont presque toujours les mêmes :
- la matière,
- le bridage,
- la rigidité machine.
Ces facteurs sont réels. Mais ils n’expliquent pas tout.
2. Analyse : la déformation finale est un symptôme, pas la cause
2.1 Une erreur classique : regarder uniquement la fin
La majorité des raisonnements se concentrent sur la déformation finale après débridage.
C’est compréhensible : c’est à ce moment-là que le défaut devient visible.
Mais pendant l’usinage, la pièce subit en permanence :
- la libération progressive des contraintes résiduelles initiales du brut,
- l’introduction de nouvelles contraintes liées à la coupe,
- une perte continue de rigidité structurelle à mesure que la matière est enlevée.
Autrement dit, la pièce change d’état mécanique à chaque opération.
La déformation finale n’est que la conséquence cumulative de cette trajectoire.
2.2 Déformation et instabilité : deux notions différentes
Deux gammes peuvent produire une déformation finale proche, tout en étant mécaniquement opposées.
Cas réel d’atelier (simplifié)
Sur une pièce aluminium nervurée de grande dimension :
- Gamme A
- Déformation finale : 0,6 mm
- Apparition tardive de vibrations
- Reprises fréquentes en finition
- Dispersion élevée entre pièces
- Gamme B (séquence modifiée, mêmes outils et paramètres)
- Déformation finale : 0,35 mm
- Usinage plus long de 20 %
- Process stable du début à la fin
- Répétabilité nettement améliorée
La différence ne vient ni de la machine ni des paramètres, mais de la manière dont les contraintes sont libérées au fil de l’usinage.
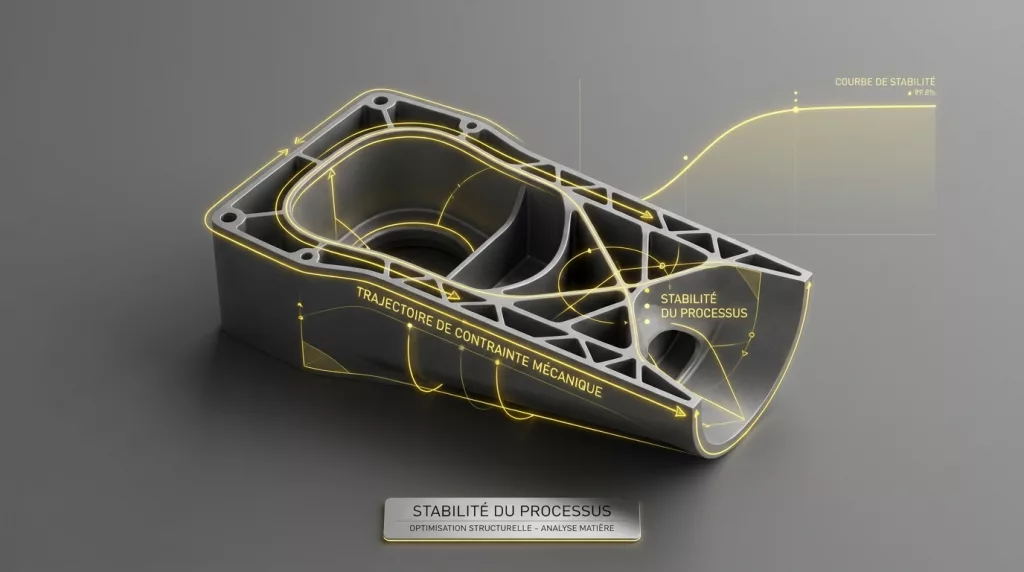
2.3 La notion clé : stabilité du processus d’usinage
L’usinage doit être compris comme un processus mécanique continu, caractérisé par :
- l’évolution de la rigidité de la pièce,
- la redistribution progressive des contraintes,
- la variabilité de la déformation d’une opération à l’autre.
Définition atelier simple
Un process est instable lorsque la déformation évolue par à-coups entre deux étapes successives.
Un process est stable lorsque la déformation évolue de manière progressive et prévisible.
Plus les variations sont brutales :
- plus la pièce est mécaniquement sollicitée,
- plus la déformation finale est élevée et dispersée.
La stabilité du process n’est pas un objectif en soi.
C’est un critère d’arbitrage entre deux stratégies d’usinage techniquement possibles.
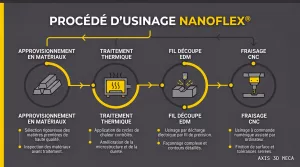
3. Solutions d’atelier : rendre la gamme mécaniquement jouable
3.1 Ne pas confondre vitesse et maîtrise
Une gamme optimisée uniquement pour le temps peut être mécaniquement violente :
- enlèvements asymétriques,
- zones fortement déchargées trop tôt,
- perte brutale de rigidité.
Un process stable n’est pas l’ennemi de la performance.
C’est la condition pour que la performance soit reproductible.
3.2 Penser d’abord la séquence d’enlèvement de matière
Avant même de discuter avances ou vitesses, une question doit guider la gamme :
À quel moment la pièce devient-elle mécaniquement fragile ?
Bonnes pratiques observées en atelier :
- répartir les enlèvements de matière dans le temps,
- éviter de vider trop tôt les zones structurantes,
- conserver un équilibre global le plus longtemps possible.
Ce raisonnement relève de la mécanique, pas du confort opérateur.
3.3 Trois erreurs de gamme qui rendent une pièce instable
- Vider complètement une zone avant de passer aux autres
→ libération brutale des contraintes - Multiplier les opérations lourdes après une forte perte de rigidité
→ amplification des déformations - Compter sur la finition pour rattraper une instabilité amont
→ variabilité accrue, perte de temps
3.4 Stabiliser le process plutôt que corriger la fin
Chercher à corriger une pièce instable en finition revient souvent à :
- masquer un problème structurel,
- introduire de l’aléa,
- perdre du temps sans garantie de résultat.
Un process stable permet :
- un débridage sans surprise,
- des finitions réellement efficaces,
- une production répétable.
3.5 Accepter un arbitrage rationnel
Rendre un process stable peut impliquer :
- un retournement supplémentaire,
- un temps d’usinage légèrement plus élevé.
Mais en contrepartie :
- une réduction significative des déformations,
- moins de rebuts et de reprises,
- une meilleure maîtrise globale du process.
Ce que cet article ne dit pas (volontairement)
- Il ne remplace ni une étude de bridage, ni une analyse matière.
- Il ne propose pas de recette universelle applicable à toutes les pièces.
- Il ne nie pas l’impact de la machine, de la dispersion matière ou du savoir-faire opérateur.
Son objectif est plus modeste et plus opérationnel :
fournir un critère de lecture mécanique pour comparer deux gammes possibles, toutes choses égales par ailleurs.
Conclusion – dans notre philosophie
Dans le monde réel de l’atelier, la perfection n’existe pas.
Ce qui existe, ce sont des processus plus ou moins jouables.
Chercher à supprimer toute déformation est une illusion.
En revanche, maîtriser la trajectoire de la déformation est un objectif réaliste, mesurable et pilotable.
Notre philosophie est simple :
- Les petites erreurs font partie du jeu : elles permettent l’apprentissage.
- Les grosses erreurs, celles qui apparaissent brutalement en fin de process, sont des signaux d’élimination.
Un bon process d’usinage n’est pas celui qui va le plus vite sur le papier,
mais celui qui ne met jamais la pièce en situation de rupture mécanique.
En tant que dirigeant, accepter une gamme instable, ce n’est pas « prendre un risque ».
C’est transférer ce risque à l’atelier, à la qualité et au client.
Dans l’industrie comme ailleurs,
ce n’est pas la performance ponctuelle qui compte, mais la capacité à rester dans le jeu.