Comment AXIS 3D MECA transforme les défis de fabrication en solutions industrielles
Dans l’usinage de précision, il existe un espace critique entre la conception et la production.
Un espace où les tolérances théoriques rencontrent les contraintes réelles de la matière.
Un espace où l’expérience de fabrication complète l’expertise de conception.
C’est dans cet espace qu’AXIS 3D MECA intervient.
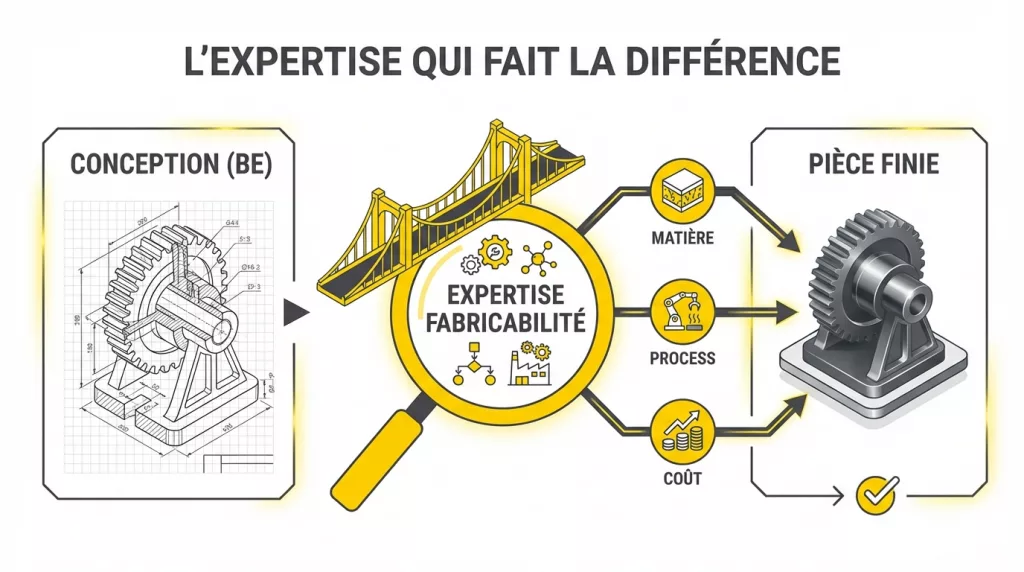
1. Notre rôle : expert en fabricabilité, pas concepteur
Nous ne concevons pas vos pièces — vos bureaux d’études maîtrisent votre métier bien mieux que nous ne le ferons jamais.
Notre valeur ajoutée se situe ailleurs : dans la traduction entre conception et fabrication.
Les questions que nous posons
Avant d’accepter un projet, nous analysons la faisabilité technique :
Sur le plan matière
- Cette nuance est-elle la plus adaptée aux contraintes d’usinage ?
- Existe-t-il un risque de déformation, de flexion ou de reprise ?
- Le traitement thermique spécifié est-il compatible avec la géométrie ?
Sur le plan process
- Les tolérances demandées sont-elles atteignables avec stabilité ?
- La gamme d’usinage optimale est-elle évidente ou nécessite-t-elle optimisation ?
- Y a-t-il des points critiques nécessitant une validation intermédiaire ?
Sur le plan économique
- Le rapport coût/performance est-il optimal ?
- Une modification mineure du plan pourrait-elle réduire significativement le coût ou le risque ?
- Le délai demandé est-il réaliste au regard de la complexité ?
Notre objectif n’est pas de remettre en question votre conception — mais de vous alerter sur les risques de fabrication et de vous proposer des optimisations process quand elles existent.
2. Le dialogue technique : notre principal outil
La plupart des problèmes de fabrication naissent d’un déficit de dialogue entre conception et production.
Le bureau d’études spécifie une fonction. L’usineur découvre une contrainte. Le délai se tend. Le coût explose.
Nous intervenons pour éviter ce scénario.
Notre approche collaborative
Phase d’analyse initiale
- Lecture critique du plan : zones à risque, tolérances critiques, contraintes d’outillage
- Identification des points de vigilance avant engagement
- Questions ouvertes au BE si besoin de clarification fonctionnelle
Phase de proposition
- Si optimisation possible : proposition argumentée (gain coût/délai/fiabilité)
- Si risque identifié : alerte proactive avec alternatives
- Si validation nécessaire : points de contrôle définis conjointement
Phase de production
- Communication immédiate en cas d’écart ou d’imprévu
- Traçabilité complète (CCPU 2.2, 3.1) pour garantir la reproductibilité
- Retour d’expérience systématique pour capitalisation
La règle fondamentale : nous ne modifions jamais un plan sans accord explicite du BE. Mais nous proposons, nous alertons, nous conseillons.
3. La capitalisation transversale : notre atout discret
Nous ne connaissons pas votre métier.
Mais nous usinons pour des clients de secteurs très différents : équipementiers industriels, fabricants de machines spéciales, outilleurs, prototypistes.
Cette diversité est un atout stratégique.
Le transfert d’expérience intersectoriel
Retours d’expérience matière
- Comportement réel de certaines nuances en usinage (42CD4, Z160CDV12, inox, aluminium aéro)
- Retours sur traitements thermiques : ce qui fonctionne, ce qui pose problème
- Alternatives éprouvées dans d’autres secteurs
Solutions process éprouvées
- Gammes d’usinage robustes pour géométries complexes
- Stratégies de bridage pour pièces à faible rigidité
- Optimisations de paramètres de coupe pour états de surface exigeants
Anticipation des pièges classiques
- Déformations post-traitement thermique
- Difficultés d’obtention de certaines tolérances
- Incompatibilités matière/process
Bien sûr, tout ceci dans le respect absolu de la confidentialité : nous ne partageons jamais d’informations spécifiques à un client. Mais nous transférons les principes et méthodes qui ont fait leurs preuves.
4. Optimiser sans dénaturer : l’équilibre subtil
Proposer une optimisation, ce n’est pas remettre en question la conception.
C’est faciliter sa réalisation sans compromettre la fonction.
Exemples d’optimisations courantes
Tolérances graduées
- Proposition : réserver les tolérances serrées aux surfaces fonctionnelles uniquement
- Bénéfice : réduction du temps de contrôle, amélioration de la capabilité process
- Condition : validation BE que les surfaces non critiques acceptent une tolérance élargie
Choix de matière alternative
- Proposition : nuance équivalente mais plus stable en usinage
- Bénéfice : réduction du risque de rebut, meilleure reproductibilité
- Condition : validation BE de l’équivalence fonctionnelle
Modification géométrique mineure
- Proposition : rayon légèrement augmenté, chanfrein ajouté, zone dégagée
- Bénéfice : simplification de la gamme, gain de temps machine
- Condition : aucun impact sur la fonction, accord formel du BE
Séquencement des traitements
- Proposition : inversion usinage finition / traitement thermique
- Bénéfice : meilleure maîtrise dimensionnelle post-traitement
- Condition : compatibilité avec le cahier des charges
Nous ne proposons jamais une optimisation qui compromet la fonction. Nous proposons celles qui améliorent la fabricabilité.
5. La gestion du risque : protéger le projet, pas seulement la pièce
Dans une TPE, chaque projet engage directement la réputation et la trésorerie.
Nous ne pouvons pas nous permettre d’accepter des projets à risque non maîtrisé.
Notre grille d’analyse risque
Risque technique
- La pièce est-elle réalisable avec nos moyens ?
- Les tolérances sont-elles atteignables de façon stable ?
- Existe-t-il des zones d’incertitude nécessitant des essais ?
Risque matière
- La nuance spécifiée est-elle compatible avec la géométrie ?
- Le comportement en usinage est-il prévisible ?
- Le traitement thermique risque-t-il d’induire des déformations ?
Risque délai
- Le planning demandé est-il tenable au regard de la complexité ?
- Disposons-nous des outillages spécifiques si nécessaires ?
- La charge atelier permet-elle d’absorber ce projet dans les temps ?
Risque économique
- Le prix reflète-t-il la réalité de la charge de travail ?
- Existe-t-il des postes de coûts cachés (outillages spéciaux, rebuts potentiels) ?
Si le risque est trop élevé, nous préférons refuser ou proposer des aménagements plutôt que d’engager un projet voué à l’échec.
6. L’alignement d’équipe : garantie de cohérence
Dans une TPE, chaque voix compte.
Nos experts disposent d’une autonomie décisionnelle sur leur périmètre, mais dans un cadre commun :
| Principe | Application concrète |
|---|---|
| Respect du plan | Aucune modification sans accord BE client |
| Transparence technique | Communication immédiate des difficultés |
| Proposition constructive | Optimisations suggérées, jamais imposées |
| Traçabilité complète | Documentation de chaque étape critique |
Cette discipline collective protège à la fois la qualité technique et la relation client.
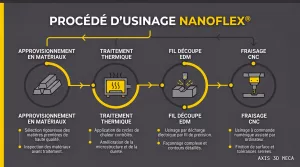
7. Excellence technique au service de la fabricabilité
L’usinage de précision impose une maîtrise irréprochable :
- CNC 3 axes, tournage CNC, électroérosion à fil
- Tolérances au micron et états de surface maîtrisés
- Traçabilité matière et certificats CCPU 2.2 / 3.1
- Contrôles dimensionnels rigoureux
Mais notre vraie valeur ajoutée va au-delà :
- Lecture experte des plans : identification précoce des zones à risque
- Connaissance matière approfondie : comportement réel vs. théorique
- Retour d’expérience intersectoriel : solutions éprouvées dans d’autres contextes
- Dialogue constructif avec les BE : optimisations proposées, jamais imposées
La précision technique sans expertise de fabricabilité reste une compétence incomplète.
AXIS 3D MECA : l’interface entre conception et production
Notre positionnement est clair : expert en fabricabilité et optimisation process pour pièces de précision.
Nous intervenons sur :
- Pièces techniques complexes nécessitant analyse de fabricabilité
- Projets à tolérances serrées où l’expérience fait la différence
- Séries courtes et unitaires avec exigences élevées
- Situations nécessitant conseil technique en amont de la production
Notre différenciation ?
Elle ne repose pas uniquement sur le micron.
Elle repose sur notre capacité à anticiper les problèmes de fabrication et à proposer des solutions constructives.
En conclusion : l’expertise qui comble le fossé
Entre la conception et la production, il existe un espace.
Un espace où les tolérances théoriques rencontrent les contraintes matière.
Un espace où l’expertise de fabrication complète l’expertise de conception.
Chez AXIS 3D MECA, nous avons fait trois choix structurants :
- Respecter l’expertise BE — ne jamais modifier sans accord, toujours proposer avec arguments
- Capitaliser l’expérience transversale — transférer les bonnes pratiques entre secteurs (dans le respect de la confidentialité)
- Anticiper les risques de fabrication — alerter tôt, proposer des alternatives, protéger le projet
Parce que la meilleure conception mérite la meilleure fabrication.
Et que l’excellence technique sans dialogue constructif reste une promesse incomplète.
AXIS 3D MECA — Expert en fabricabilité et optimisation process
CNC 3 axes | Tournage CNC | Électroérosion à fil
Partenaire des bureaux d’études et fabricants d’équipements exigeants