Changement d’outil ou changement de fonction industrielle ?
Introduction
Dans de nombreux ateliers, le contrôle qualité reste une étape aval. On fabrique, puis on vérifie.
Ce modèle montre ses limites dès que les pièces deviennent critiques, complexes ou peu reprenables.
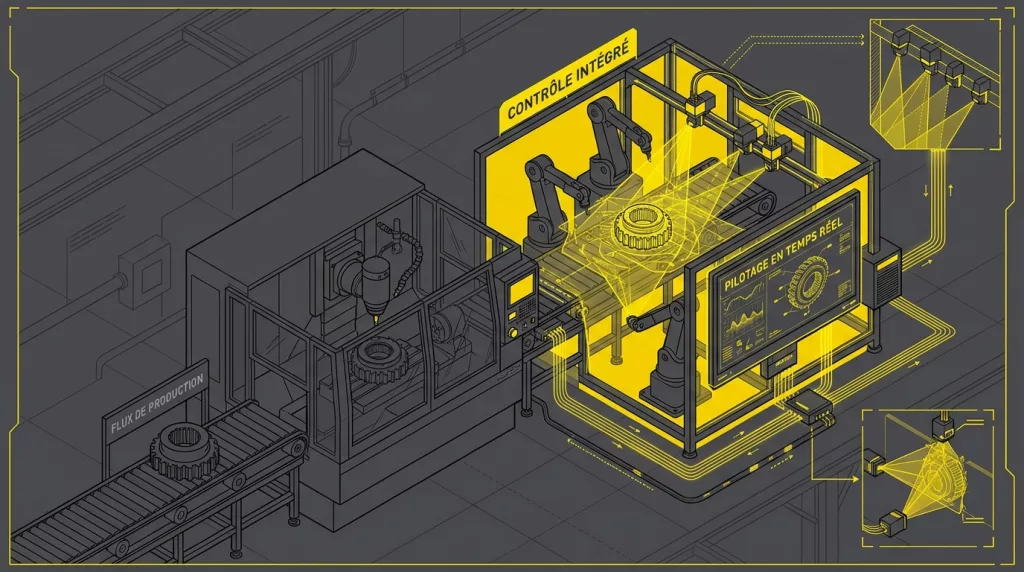
L’intégration du contrôle qualité dans le flux de production n’est pas une optimisation : c’est un déplacement de fonction industrielle.
Le contrôle qualité aval : une logique d’assurance
Limites du contrôle final
Le contrôle final dit si la pièce est conforme, mais intervient trop tard lorsque :
- la dérive est installée,
- la série est engagée,
- la décision se fait sous contrainte délai.
Conclusion : le contrôle aval constate, il ne pilote pas.
Contrôle qualité intégré : du tri au pilotage du process
Ce que change l’intégration en sortie d’usinage
Le contrôle en ligne informe le process en temps réel :
- dérives géométriques,
- défauts matière,
- instabilités d’outil ou de réglage,
- défauts non modélisables par règles simples.
Bénéfice clé : une dérive détectée tôt reste une décision technique.
Contrôle automatisé : un risque mal compris
Mythe courant
Automatiser le contrôle ne stabilise pas un process.
Réalité industrielle
- Un process stable est révélé plus tôt.
- Un process instable peut devenir invisiblement défaillant.
Point clé : automatiser un mauvais contrôle n’améliore pas la qualité.
Ce que les systèmes de contrôle intégrés ne disent presque jamais
Le contrôle ne décide pas
Il détecte, il ne juge pas. La décision reste humaine et contextuelle.
La démonstration masque la fragilité
Les performances affichées reposent sur des contextes stabilisés.
La variabilité réelle (matière, usure, séries) érode la fiabilité.
Le coût réel est systémique
- maintenance des modèles,
- faux positifs / faux négatifs,
- requalifications,
- dépendance aux données.
Conditions non négociables d’un contrôle qualité intégré fiable
Prérequis industriels
- stabilité matière,
- répétabilité d’usinage,
- états de surface cohérents,
- environnement reproductible,
- seuils d’acceptabilité définis.
Sans ces conditions, le contrôle rassure mais affaiblit la décision.
Impact pour le donneur d’ordres
Réduction du risque industriel
Un contrôle intégré pertinent permet :
- moins d’arbitrages tardifs,
- moins de paris industriels,
- une meilleure compréhension des dérives.
Le contrôle devient un outil de gouvernance du process.
Le vrai sujet : la décision industrielle
Questions structurantes
- Quand la pièce sort-elle du flux standard ?
- Quand le coût de l’erreur dépasse-t-il le prix de la pièce ?
- Quand le contrôle devient-il une fonction critique ?
Ce point de bascule n’est pas sur le plan. Il est dans les conséquences.
Conclusion : quand le contrôle devient une responsabilité
Dès qu’une pièce conditionne la conformité globale, ne peut être reprise sans impact, ou engage un coût d’erreur systémique, le contrôle n’est plus une option technique.
Il devient une responsabilité industrielle à garantir.
FAQ — Contrôle qualité intégré en usinage
Qu’est-ce que le contrôle qualité intégré dans le flux de production ?
C’est le fait de positionner le contrôle directement en sortie d’usinage afin d’obtenir un retour immédiat sur l’état réel du process. Le contrôle ne sert plus uniquement à valider, mais à piloter.
Quelle différence entre contrôle en ligne et contrôle final ?
Le contrôle final constate une conformité a posteriori. Le contrôle en ligne détecte les dérives en amont, avant qu’elles ne deviennent coûteuses ou systémiques.
Le contrôle qualité automatisé améliore-t-il la qualité des pièces ?
Il n’améliore pas la qualité par lui-même. Il révèle plus tôt les dérives d’un process maîtrisé. Sur un process instable, il peut au contraire masquer le risque.
Le contrôle automatisé peut-il remplacer la métrologie manuelle ?
Non. Il la complète. La décision reste humaine, contextuelle et liée à l’usage de la pièce. L’automatisation détecte, elle ne juge pas.
Quelles sont les conditions pour un contrôle intégré fiable ?
Stabilité matière, répétabilité d’usinage, états de surface cohérents, environnement reproductible et seuils d’acceptabilité clairement définis. Sans ces prérequis, la fiabilité se dégrade.
Quels sont les risques d’un contrôle intégré mal déployé ?
Faux positifs, faux négatifs, sur-confiance organisationnelle, coûts cachés de maintenance et perte de compréhension du process réel.
Le contrôle intégré est-il adapté à toutes les pièces ?
Non. Il est pertinent lorsque le coût de l’erreur dépasse largement le prix de la pièce, lorsque la reprise est difficile ou lorsque la conformité conditionne l’équipement global.
Le contrôle intégré réduit-il les délais ?
Indirectement, oui. En réduisant les arbitrages tardifs, les reprises lourdes et les décisions prises sur des lots déjà produits.
Pourquoi parle-t-on de fonction critique plutôt que d’outil ?
Parce que, dans certains cas, le contrôle engage directement la responsabilité industrielle. Il ne s’agit plus d’un choix technique, mais d’une fonction à garantir.
Quand faut-il refuser l’automatisation du contrôle ?
Lorsque le process amont n’est pas stabilisé, que la définition de la conformité est floue ou que l’objectif est de “rassurer” plutôt que de comprendre.