Sécuriser la définition industrielle face aux nomenclatures imprécises et à l’usinage après assemblage
Introduction — Le mythe de la définition complète
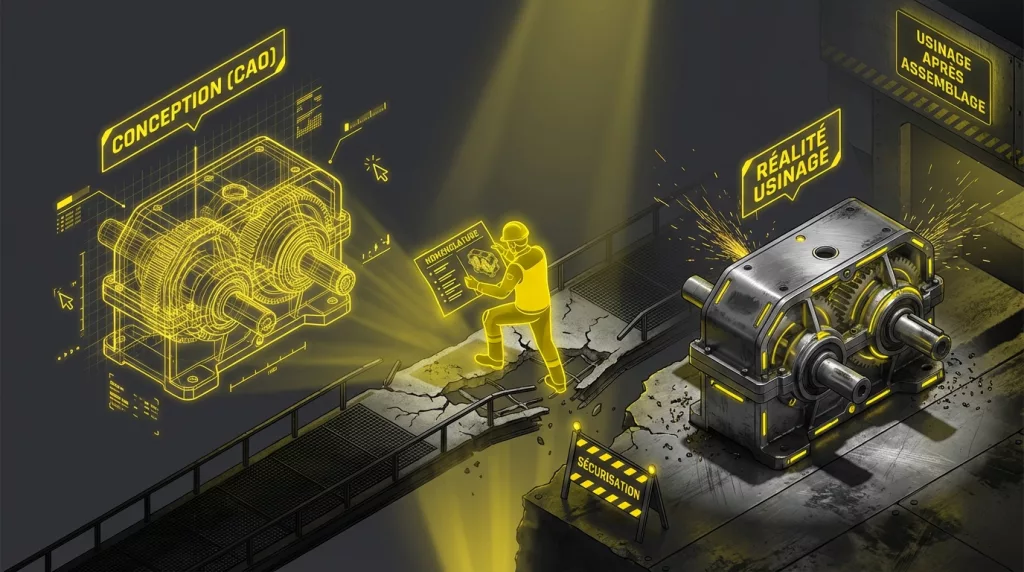
Dans de nombreux projets industriels, la définition transmise à l’atelier repose quasi exclusivement sur la CAO : plans, modèles 3D, nomenclatures.
Cette définition est souvent considérée comme suffisante, parfois même comme contractuelle.
Sur le terrain, cette hypothèse ne tient plus.
Deux failles reviennent de manière récurrente :
- des nomenclatures issues de la CAO inexactes ou incomplètes,
- une absence de description claire des opérations d’usinage réalisées après assemblage.
Ces failles ne sont ni anecdotiques ni marginales. Elles déplacent le risque industriel vers l’aval, là où il devient coûteux, conflictuel et difficilement rattrapable.
1. La nomenclature CAO : une construction logique, pas une réalité fabricable
1.1 Une nomenclature pensée pour concevoir
La nomenclature issue de la CAO est conçue pour décrire un objet du point de vue de la conception.
Elle répond à une logique d’architecture fonctionnelle, pas à une logique de fabrication.
Dans la pratique, cela se traduit par :
- des quantités incohérentes,
- des statuts de pièces non explicités (usinées, achetées, reprises),
- des références ambiguës,
- des évolutions non consolidées entre versions.
La nomenclature peut être correcte du point de vue du modèle, tout en restant insuffisante du point de vue industriel.
1.2 Le transfert silencieux du risque vers l’atelier
Lorsqu’une nomenclature est imprécise, l’atelier se retrouve face à un choix implicite :
- bloquer et demander des clarifications,
- ou interpréter pour produire.
Dans de nombreux cas, l’interprétation l’emporte pour préserver les délais.
Le risque change alors de porteur sans avoir été discuté ni accepté.
Ce transfert silencieux constitue l’une des causes racines des dérives industrielles.
2. L’angle mort critique : l’usinage après assemblage
2.1 Une pratique courante, rarement formalisée
Dans les équipements, machines spéciales ou ensembles mécaniques complexes, il est fréquent que :
- certains perçages ou alésages soient réalisés après montage,
- des ajustements fonctionnels soient faits en condition assemblée,
- la géométrie finale dépende des contraintes réelles d’assemblage.
Ces opérations sont indispensables au fonctionnement, mais restent souvent absentes de la définition initiale.
2.2 Ce que la CAO ne décrit pas
Les outils de CAO décrivent des formes finales.
Ils ne décrivent ni :
- les états intermédiaires,
- la séquence réelle de fabrication,
- ni les opérations dépendantes de l’assemblage.
Le résultat est une définition incomplète :
- le « quoi » est visible,
- le « quand » et le « dans quel état » restent implicites.
L’atelier est alors contraint de deviner l’intention fonctionnelle, sans cadre formel.
3. Les conséquences industrielles concrètes
Ces imprécisions génèrent systématiquement :
- des devis non comparables,
- des écarts de délais,
- des non-conformités tardives,
- des incompréhensions contractuelles,
- une dégradation de la relation client–fabricant.
Elles entretiennent surtout une illusion dangereuse : celle que le problème serait logiciel.
En réalité, il est méthodologique et organisationnel.
4. Parer ces risques : protocole industriel minimal
À partir d’un certain niveau de criticité, la sécurisation ne peut plus reposer uniquement sur les fichiers transmis.
Elle impose des étapes humaines, explicites et assumées.
4.1 Visioconférence de pré-production : impératif non négociable
Avant tout engagement, une visioconférence de pré-production est indispensable.
Elle permet de :
- clarifier l’intention fonctionnelle réelle,
- expliciter les zones d’interprétation,
- identifier les opérations d’usinage post-assemblage,
- aligner les attentes techniques entre bureau d’études et atelier.
Sans cet échange, la compréhension reste théorique.
4.2 Revue manuelle des nomenclatures
Toute nomenclature issue de la CAO doit être revue manuellement, ligne par ligne.
Cette revue vise à :
- qualifier le statut réel de chaque composant,
- vérifier les quantités effectives,
- identifier incohérences et oublis,
- distinguer clairement conception et fabrication.
Aucune automatisation ne remplace cette étape.
La relecture humaine constitue une barrière de sécurité industrielle.
4.3 Identification explicite des usinages post-assemblage
Toute opération réalisée après assemblage doit être :
- identifiée,
- décrite,
- positionnée clairement dans la séquence industrielle.
À défaut, elle ne peut pas être considérée comme incluse ni garantie.
4.4 Clarification préalable des responsabilités
Avant lancement :
- ce qui est défini est assumé,
- ce qui ne l’est pas est qualifié comme risque,
- aucune interprétation ne reste implicite.
En l’absence de ces étapes, l’engagement industriel n’est pas possible.
Ce refus n’est ni commercial ni stratégique.
Il relève d’une responsabilité professionnelle.
Conclusion — Quand la pièce devient critique, la définition doit l’être aussi
Les problèmes de nomenclatures imprécises et d’usinage après assemblage ne sont pas des défauts de logiciels.
Ils révèlent une confusion persistante entre conception et fabrication.
À partir d’un certain niveau de criticité, l’usinage ne peut plus être une simple exécution.
Il devient une fonction industrielle à sécuriser dès la définition.
C’est à ce moment précis que :
- l’atelier cesse d’interpréter,
- le risque devient visible,
- et la responsabilité industrielle est clairement assumée.


